
Recibido para Arbitraje: 21/09/2015
Aceptado para Publicación: 03/11/2015
El objetivo de este estudio fue evaluar la alteración dimensional de las impresiones de silicona por condensación inmediatamente, 30 minutos, 1 hora y 7 días después de la impresión, con la ayuda de la Máquina de Medición Tridimensional por Coordenadas Crysta-Plus M 574 (Mitutoyo). Una cubeta perforada y un dispositivo con 3 hendiduras fueron utilizadas para la obtención de las 20 mediciones del material (n=80). Los grupos fueron divididos en: G1: Speedex® Putty e Light Body (Coltene/Vigodent AS Indústria e Comércio), G2: Optosil® P Plus/Xantopren® L Blue (Heraeus Kulzer GmbH), G3: Zetaplus® Putty/Oranwash® L (Zhermack SpA) e G4: Precise® SX (Dentsply Indústria e Comércio Ltda). Para la evaluación dimensional se realizó cada medida del molde 3 veces en los tempos estabelecidos y se obtuvo la medida aritmética. El analisis estadístico fue realizado com el test de Kolmogorov-Smirnov, ANOVA y el test t de Student (p≤0,05). La mayor contracción lineal fue observada em la Speedex®, mas no fué significativa (p=0,08), y la ZetaPlus® Putty/Oranwash® L parece ser la más estable (p=0,99). No hubo diferencia estaticamente significativa entre las siliconas por condensación, excepto entre Precise® SX y Speedex® en el tempo T3 (p=0,05). Todas las siliconas por condensación probadas presentaron alteraciones dimensionales clinicamente aceptables y pueden ser vaciadas em yeso odontológico imediatamente, 30 minutos, 1 hora, y 7 dias despues de la impresión.
Palabras clave: Materiales Dentales, Materiales de Impresión Odontológica, Precisión de la Medición Dimensional
The aim of this study was to evaluate the dimensional change of condensation silicones impressions immediately, 30 minutes, 1 hour and 7 days after impression, with the help of Three Dimensional Coordinate Measuring Machine Crysta-Plus M 574 (Mitutoyo). A perforated tray and a device with three indentations were used to obtain of 20 measurements for each material (n = 80). The groups were divided in: G1: Speedex® Putty and Light Body (Coltène/Vigodent AS Industry and Trade), G2: Optosil® P Plus/Xantopren® L Blue (Heraeus Kulzer GmbH), G3: Zetaplus® Putty/Oranwash® L (Zhermack SpA) and G4: Precise® SX (Dentsply Industry and Trade Ltd). For dimensional evaluation, each measurement the impression took 3 times was held in the set times and obtained the arithmetic mean. Statistical analysis was performed using the Kolmogorov-Smirnov test, ANOVA and Student's t test (p≤0,05). Most linear contraction was observed in Speedex®, but was not significant (p=0,08) and the Zetaplus® Putty/Oranwash® L seems to be more stable (p=0,99). There was no statistically significant difference between the condensation silicones, except among Precise® SX and Speedex® in time T3 (p=0,05). All tested condensation silicones exhibit clinically acceptable dimensional change and can be cast in dental plaster immediately, stone 30 minutes, 1 hour and 7 days after impression.
Key words: Dental Materials, Dental Impression Materials, Dimensional Measurement Accuracy
CORRESPONDENCIA: [email protected]
El éxito de la Odontología Rehabilitadora depende en gran parte de la presición dimensional y de la reproducción de los detalles de las impresiones hechas con los materiales de impresión, y de los modelos correspondientes¹. El conocimiento de los diferentes materiales de impresión utilizados en Odontología, sus respectivas propiedades, composición, ventajas y desventajas, son necesarias para que se puedan evitar los errores clínicos1,2,3.
Entre los materiales de Impresión, se destacan los elastómeros ya que ellos son capazes de reproducir Impresiones con exactitud clínica aceptable4. La silicona por condensación es un elastómero frecuentemente utilizado en la clínica odontológica5,6 y presenta una estabilidad dimensional clínicamente satisfactoria por un corto periodo de tiempo después de realizada la impresión5,6,7, lo que significa q el vaciado con yeso puede ser realizado sin problemas de distorción después de 3 días de realizada la impresión7.
Las técnicas de impresión utilizadas, el tiempo de almacenamiento, y la presencia de humedad son variables que influyen de manera muy marcada en la presición de una impresión1,2,8,9,10.
Las alteraciones dimensionales que ocurren en las siliconas por condensación pueden dificultar la adaptación de las restauraciones protésicas indirectas donde la precisión de las dimensiones de la impresión y el modelo son de extrema importancia11.
Para el éxito clínico de los procedimientos odontológicos, que dependen de las reproducciones fieles de las estructuras bucales, es de suma importancia identificar las alteraciones dimensionales que ocurren en relación a los materiales de impresión y el tiempo de vaciado. El objetivo de este estudio fue evaluar la alteración dimensional de las impresiones de silicona por condensación, inmediatamente después de la impresión, 30 minutos, 1 hora e 7 días después con la ayuda de la Maquina de Medición Tridimensional de Coordenadas.
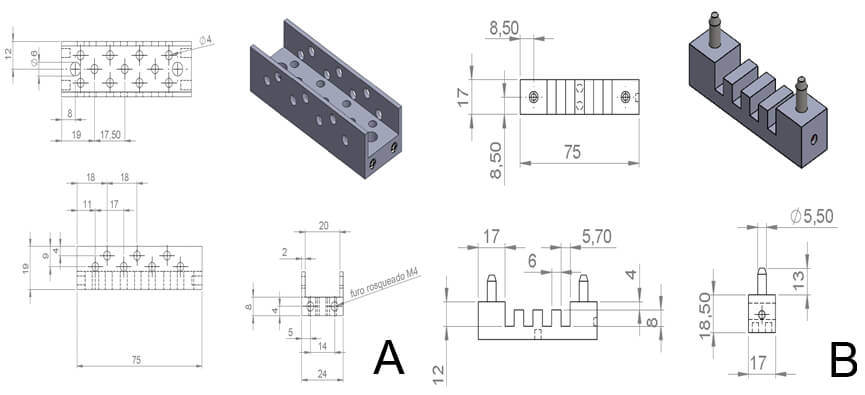
Un modelo de acero inoxidable fue elaborado con la finalidad de ejecutar y estandarizar las impresiones. Ese dispositivo es compuesto por dos partes. Una parte formada por una cubeta perforada con una varilla roscada para el manejo del dispositivo y con dos agujeros, uno en cada extremidad, los cuales sirven para la penetración del pino guía de la otra parte (Figura 1A). La otra parte del dispositivo está compuesto por tres hendiduras pre estabelecidas, dos batentes laterales, las cuales limitan verticalmente la inserción de la cubeta, garantizando siempre la misma fuerza de comprensión durante la impresión y la estandarización de la cantidad de material en todas las impresiones, además de dos pines guías cada uno centralizado en cada parada. Esos pines guías son alineados con los orificios de inserción, y garantizan la penetración y la remoción de la cubeta siempre en la misma posición, impidiendo movimientos indeseables durante su remoción y evitando distorsiones de La impresión (Figura 1B).
Fueron utilizadas cuatro siliconas por condensación, y divididas en 4 grupos, G1: Speedex® Putty/Speedex® Light Body (Coltene/Vigodent S/A Indústria e Comércio, Rio de Janeiro, RJ, Brasil), G2: Optosil® Comfort Putty/Xantopren® L Blue (Heraeus Kulzer GmbH, Hanau, Hesse, Alemanha), G3: Zetaplus® Putty/Oranwash® L (Zhermack SpA, Badia Polesine, Rovigo, Itália) e G4: Precise® SX (Dentsply Indústria e Comércio Ltda, Petrópolis, RJ, Brasil).
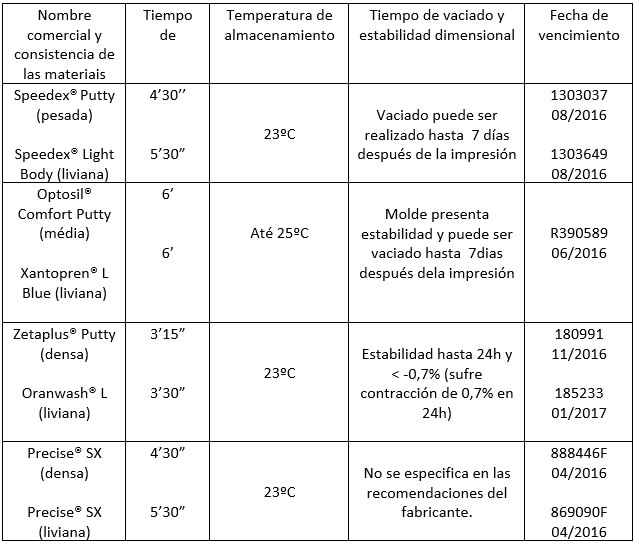
El nombre comercial de la silicona por condensación, la Consistencia, el tiempo de polimerización, la temperatura ambiente de almacenamiento, el tiempo de vaciado recomendado, la estabilidad dimensional, la fecha de vencimiento, están descritos en el Cuadro 1.
El tiempo de manipulación de la pasta pesada con el catalizador fue de 30 segundos para todas las siliconas, y la técnica utilizada fue de un solo tiempo, realizando una manipulación simultánea con la inserción de la silicona pesada junto con el catalizador en la cubeta metálica.
Se realizaron ochenta medidas, en la cual 5 impresiones fueron realizadas con cada silicona por condensación, porque cada cubeta contiene 4 distancias en la coordenada X que serán medidas, y todas fueron evaluadas inmediatamente después de la remoción de la cubeta con la impresión del dispositivo de superfície lisa (T0) después de 30min (T1), 1h (T2) y 7dias (T3). Las medidas fueron realizadas utilizando la Máquina de Medición Tridimensional por Coordenadas Crysta-Plus M 574 (Mitutoyo Sul Americana, São Paulo, SP, Brasil) com resoluciòn de 0,0005 mm y el programa computacional MCOSMOS-1 version 2.4 (Geopak, Mitutoyo Controlled Open Systems for Modular Operation Support).
El estúdio estadístico fue realizado con el programa computación SPSS (Chicago, Illinois, Estados Unidos). Inicialmente fue realizado el Test de Kolmogorov-Smirnov que rechazo la hipótesis nula de distribución asimétrica, posteriormente fue realizada el test de ANOVA, para comparar las 4 siliconas de condensación simultáneamente, y el test paramétrico t de Student para comparar los materiales 2 a 2. El nivel de significancia global fue de p≤0,05.
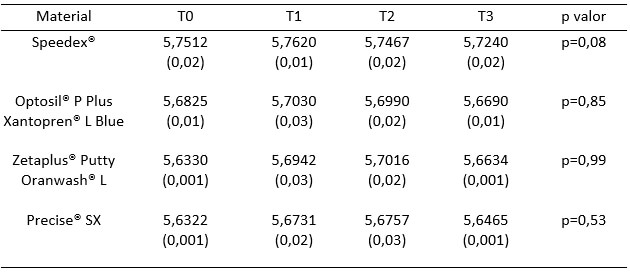
Cada medición en las medidas I, II, III y IV en cada silicona por condensación fueron realizadas tres veces y la media aritmética fue calculada para la obtención de los resultados. Cuando las 4 marcas son comparadas simultáneamente, resultó que no existe diferencia estadísticamente significativa entre los 4 materiales de impresión en los 4 tiempos (Tabla I).

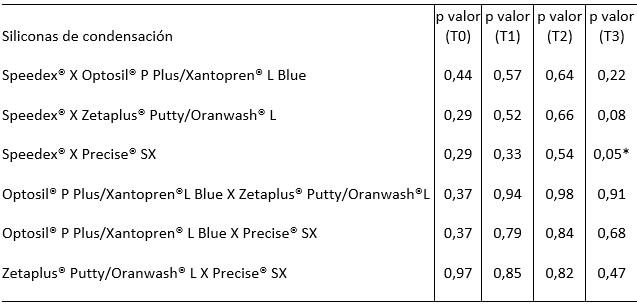
El test t de Student apareado muestra la comparación entre los cuatro tiempos de todas las siliconas de condensación (Tabla II).
El test t de Student® pareado mostró que no hubo diferencia estatisticamente significativa en ninguno de los tiempos en cada silicona por condensación.
La mayor contracción lineal de la impresión de silicona por condensación fue observada en la silicona Speedex®, pero no fué significativa (p=0,08), la silicona Zetaplus® Putty/Oranwash® L parece ser la más estable de todas (p=0,99) que presentar la menor diferencia, que también no fué significativa. La comparación entre los dos materiales de impresión, en los 4 tiempos esta representada en el (Tabla III).
Los materiales de impresión son utilizados en diversos procedimientos en la práctica odontológica, como por ejemplo; para la confección de restauraciones protésicas9,12, para la confección de modelos ortodoncicos, digitales y tradicionales de uso odontológico13,14.
Son materiales que deben ser mezclados minuciosamente en proporciones ya medidas de acuerdo con las recomendaciones del fabricante para establecer una exactitud clinica aceptable4,10,12,15,16. Las 4 siliconas por condesación analizadas en este trabajo fueron manipuladas de acuerdo con las instrucciones del fabricante y mantenidas en posición durante la impresión en los tiempos establecidos por cada fabricante hasta su polimerización.
De acuerdo con lo establecido por la American Dental Association (ADA) el limite máximo recomendado de la contracción es de 0,5% en 24 horas17 y llevan en consideración que el alteracion dimensional lineal de los materiales de impresión no deben ultrapasar 1.5% de su dimensión inicial de acuerdo con limites permitidos y establecidos por la ADA10,18, todas las siliconas por condensación analizadas pueden ser debidamente utilizadas en la práctica clínica por presentar alteración lineal por debajo de 1.5% en su dimensión inicial (T0) y en hasta 7 días (T3). En relación a la medición instantánea del molde (T0) la Speedex® presentó una mayor contracción (0,46%) en relación a Optosil® P Plus / Xantopren® L Blue (0,24%) y a la Zetaplus® Putty/Oranwash® L (0,18%) después de 7 días de medición. La Precise® SX se expandió desde el primer momento hasta los 7 días (0,25%).
Las siliconas por condensación son materiales que pueden variar a lo largo de los diferentes tiempos de almacenamiento1,4,14,19,20 y son considerados dimensionalmente estables por hasta 72 horas después tomada la impresión5,6. Después de la medición de las distancias obtenidas, Lopes, De Cezero y Suzuki (2006)6 no encontraron diferencia estadística significativa entre las siliconas por condensación Speedex® e Zetaplus® en 72 horas. En este trabajo, ninguno de los 2 materiales presentaron diferencia entre si hasta 7 días después de La toma de La impresión.
Las mayores alteraciones dimensionales de las impresiones de las siliconas por condensación ocurren en la primera hora después de la impresión20. Esta afirmación se corroboró con la investigación realizada, en que en la primera hora, principalmente en los primeros 30 minutos, todas las siliconas por condensación evaluadas presentaron expansión dimensional lineal. De acuerdo con Kumar y Aeran (2012)15 no fueron observadas diferencias estadísticas significativas entre las siliconas por condensación, la silicona por adision y el polieter después de 1 hora de vaciado el yeso en la impresión. En esta investigación, tampoco se observaron diferencias estadísticas significativas entre las siliconas por condensación depues de 1 hora de tomada la impresión.
Según las especificación número 19 de la ADA, muchos elastómeros presentan diferentes características de viscosidad y fluidez, que son de consistencias muy pesada/densa, pesada, regular y ligeras17. La combinación de diferentes viscosidades puede influenciar directamente en la expansión o en la contracción térmica del material de impresión21. Las siliconas por condensación utilizadas en el trabajo presentan dos consistencias: material pesado y material liviano, excepto Optosil® Comfort Putty / Xantopren® L Blue, que es una combinación de pasta de consistencia regular y liviano, respectivamente.
Las pastas pesadas y livianas de los materiales de impresión deben ser proporcionalmente medidas siguiendo las instrucciones de cada fabricante para la obtención del modelo5. En esta investigación las pastas livianas fueron colocadas sobre la loceta de vidrio en una misma proporción en relación al catalizador y mezcladas por 30 segundos hasta lograr su completa homogenización. Las pastas pesadas o regulares fueron manipuladas con una medida para una porción de catalizador referente al diámetro de la medida marcada del formato de la cuchara medidora de cada silicona por condensación.
Otro factor que influye en la alteración dimensional de los materiales de impresión es la utilización de la técnica de impresión que puede ser en uno o en dos tiempos8,9,12,18. Después de la manipulación del material de impresión por la técnica de un solo tiempo, todas las áreas con material pesado deben ser completamente cubiertas por el material liviano22 para la obtención de la estabilidad dimensional de la impresión obtenida.
Independientemente de la forma de manipulación de estos materiales, lo importante es que ellos deben ser suficientemente exactos en cualquier situación clínica12. En este trabajo fue utilizada la técnica de un solo tiempo donde los materiales pesado/regular y liviano fueron mezclados simultáneamente con el catalizador, de acuerdo con el tiempo de mezcla recomendado por cada fabricante. Ambas fueron utilizadas y colocadas en la cubeta, em el mismo momento.
La dimensión de la impresión también debe ser estable aunque sea sometido al aumento de temperatura durante su almacenamiento21. Durante todo el período de la investigación, las impresiónes fueron almacenadas a temperatura ambiente de (23±2)ºC.
Según las especificación número 19 de la ADA, un bloque de acero inoxidable estándar con superficie de 3 líneas paralelas llamado "X“, "Y" y " Z" son usados para representar el modelo de referencia y para la impresión con los elastómeros, con la creación de una área de superficie para la medición18. En esta investigación, se utilizó un dispositivo especifico compuesto por dos partes metálicas. La primera parte es una cubeta perforada con una varilla para la manipulación y dos agujeros en cada extremo. La otra parte del dispositivo está constituida por tres muescas pre establecidas y dos estructuras en forma de dados metálicos laterales con un pin guía centralizado en cada uno de ellos.
En la revisión de literatura se observó que todas las impresiones fueron almacenadas a temperatura ambiente y vaciados con yeso piedra de alta resistencia en el tiempo indicado en las respectivas indicaciones para la obtención de los modelos de estudio6,8,10,12,13,15,16,19,21,24.
A diferencia de otros autores, no hubo la medición de los modelos de yeso. Los modelos vaciados en yeso de uso odontológico presentan diferencia estaticamente significativa en relación al modelo usado para la impresión9. La precisión tridimensional evaluada en esta investigación fue hecho directamente en la impresión confeccionada con las diferentes siliconas por condensación, evitando de esa forma las posibles alteraciones producidas por el vaciado en yeso.
Los modelos hechos de materiales de impresión pueden ser inmersos en soluciones desinfectantes, como hipoclorito de sodio y glutaraldehído5,20, a pesar de que este último está prohibido utilizar A fin de favorecer la bioseguridad en el manejo de los materiales y la reducción de los riesgos de contaminación en el ambiente clínico y de laboratorio5.
La actividad de los desinfectantes es considerada un factor relevante que influye fuertemente en la estabilidad de los materiales de impresión10,20. Las siliconas por condensación sufren alteraciones dimensionales luego de la desinfección como resultado de la naturaleza química del desinfectante y su reacción con las mismas11.
Aparte de la humedad, el vaciado con yeso del impresión después del tiempo recomendado por el fabricante es un factor relevante para la alteración dimensional de los materiales de impresión10,13,18,20. Las impresiones en siliconas de condensación en esta investigación fueron almacenados en lugar seco y airado para que los cambios dimensionales fuesen evaluados en la función de los tiempos 0 minutos, 30 minutos, 1 hora y 7 días después de la impresión.
Existen varias formas de medición del impresión y del modelo, entre ellas, la validación metrologica de los objetos tridimensionales con el auxilio de un aparato de dimensión tridimensional por coordenadas6,25. Se optó por el uso de Maquina de Medición Tridimensional de Coordenadas Crysta-Plus® M 574 (Mitutoyo) porque puede ser utilizada para evaluar exactamente las mediciones geométricas, incluyendo las superficies de forma libre, como las impresiones y los modelos en yeso25.
La Maquina de Medición Tridimensional de Coordenadas hace la medición en tres coordenadas, pues presenta una esfera calibradora que encuentra los puntos verdaderos correspondientes a los modelos25, que son los ejes “X”, “Y” e “Z”, lo que significa respectivamente, el largo, el comprimento y la altura del molde21,23. Los movimientos son realizados en las coordenadas “X” y “Y” y la altura de la preparación en la coordenada “Z” permanece fija23, así como en este trabajo, donde las mediciones fueron realizadas tocando tres puntos laterales del molde en el eje “Y”. Esa distancia lineal obtenida a partir de 3 puntos creó una recta y la distancia entre dos rectas definirán las medidas lineales en milímetros de las medidas I, II, III y IV de cada molde en los diferentes tiempos.
La medición de la distancia entre los diferentes puntos fue echa tres veces y la media fue tomada como referencia5,9,15,21, sirviendo como base para la determinación de la variación relativa21. Este procedimiento también fue realizado en esta investigación para aumentar la confiabilidad de los resultados.
El análisis de la precisión tridimensional de modelos confeccionados con los materiales odontológicos utilizando programas computadorizados, a pesar de presentar problemas relacionados a la demora de adquisición10,25 y la dificultad de analizar los datos estadísticamente10,26 es una alternativa rápida, que genera tolerancias dimensionales y geométricas aceptables de las medidas14,23,26 y puede ser una alternativa válida al método convencional de medición de los modelos dentarios de yeso27.
Además de la importancia de la propiedad de estabilidad dimensional de los materiales de impresión, los cirujanos dentistas deben usarlos adecuadamente en la práctica clínica para proporcionar longevidad al tratamiento odontológico3.
Todas las siliconas por condensación analizadas presentan alteraciones dimensionales clínicamente aceptable y pueden ser vaciadas inmediatamente, 30 minutos, 1 hora ó 7 días después de la impresión.
A CAPES (Coordinación de Formación de Educación Superior de Personal) por el aporte financiero.